
グース250のライディングポジションはコーナーを気持ちよく走っているときは、結構しっくりと決まるのだけれどそれ以外は意識してハンドルに体重をかけないようにしないと、すぐに肩首背中が疲れてしまう。
また、シートが硬めで表面がつるつるなためにお尻がブレーキなどで滑るのもハンドルに体重がかかる原因でもあるけれど。
そんなわけで、少しアップハンドルの同じススキのバイクで使えそうなハンドルを探していたら、GSX400S刀のハンドルがΦ41mmでグース250とフロントフォークの口径のサイズが同じであることを発見した。
さらに、ハンドルバーの高さが、グリップ2つ分高くなっていることもわかった。
理想はもう少し高くても、良いかなと思っていたけれどオークションで中古3500円だったのでとりあえず入札したら落札してしまった。
送られてきたハンドルは、当然中古なので結構くたびれているけれど、グース標準の鉄製よりグレードアップしてアルミ製である。
せっかく取り付けるのだから、取り付け前に、ちょっと磨いてみようかなと思い、研磨作業に入った。
落札した400刀のグリップの部分はアルマイト処理されていてフォークにつながる部分の表面はシルバーの塗料が塗られているような雰囲気だ。

上の写真が送られてきたGSX400S刀のセパレートハンドルだ。
アルミの鋳造のようで、表面はアルミ特有の錆がいっぱい。(何年前のハンドルだろうか?)
さらに、付属でフロントフォークを挟んで締め付けるネジを外すのに片方だけ異常に堅かったけど、原因は少し変形して穴の位置がずれているためであった。
転倒の影響で変形したのかもしれない。(ちょっとショック!)
万力と木片を使って修整を試みるが、アルミの鋳造みたいなので無理をしてヒビが入ったり折れたりしたら困るので、ずれがあと0.5mmくらいのところで修正をやめることにした。
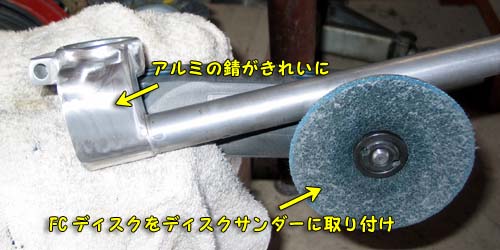
研磨を開始することに。錆が多かったので、最初はFCディスクで錆を削り取った。
錆は表面だけではなく、結構深くまで達していたのでいっぱい削り倒した。
(300番くらいで削る時は削る場所を同じ位置で止めるとすぐに段差が付いてしまうので、常に動かしながら削るように心がけると良い)
本当は、最初オフセットサイザルで研磨を始めたのだが、錆が深くてどうしても痕が残ってしまうために、FC(たしか250番くらい)を使うことに。
万力にディスクサンダーを挟んで固定し、ハンドルバーを動かしながら研磨した。プラスティックの防塵用のメガネは絶対に必要で、目にゴミが入ったら失明の可能性がある。
アルミの粉が飛ぶので、できれば防塵のマスクもした方がよいだろう。

上の写真はFCディスクで削ったハンドルと、そのあとオフセットサイザル(赤棒、白棒)で研磨したものを比べてみた。
サイザルで研磨したハンドルはきれいに汚れをふき取っていないので少し曇って見えるが、本物は写真よりもきれいに感じる。一般人ならば、この段階で完成としても充分に鑑賞に堪えるように思う。

次にフェルトと青棒で磨くと、光り輝く鏡面仕上げになった(細かな傷は残っている)と自負している。
ハンドルの凸凹の部分は、平らなディスクサンダーでは上手く磨けなかった。
細かい仕上げは、やはりリューターで小さなサイザルやフェルトを使わなければならないと感じた。
また、ディスクサンダーで磨けない凹の部分を電気ドリルに小さめのサイザルと白棒を使って研磨しているときに、電気ドリルがご臨終となってしまった。
さすがに20年以上も前に購入した電気ドリルだったので、これを機会に新調しようと思っている。
取り付け後のハンドルの裏側は、輝きが曇ってきても手が届かない部分なので、脱脂してクリア塗装した方が良いだろうか。
アルミの鋳造品は、錆が深いのか、もともとあったモノなのかは不明だけど、研磨の最初に300番くらいから始めて、じっくりと表面を点検しながら研磨すべきと思う。
ということは、これから研磨しようと思っている、エンジンのカバー類や、ステップ周りなどは必ず、番数の小さなFCディスクで削ったあとにサイザルで研磨し、フェルトで仕上げるような順序を踏んだほうが、結局短時間にきれいに仕上がるのではないかと思っている。
要するに研磨に近道はないということか。
まだ、慣れていないこともあるが、 電動のディスクサンダーを使用して2本のハンドルを上の写真みたいな鏡面仕上げをするには、休み休みで3~4時間くらいかかった(ながいなー!)。
もう少し、道具を揃えれば、これの半分くらいの時間でできるのではと考えている。
それには、まずお金が・・・・・・。











